無線通信の種類は様々に存在しますが、トルクレンチで用いられている無線通信方式を下の表にまとめました。
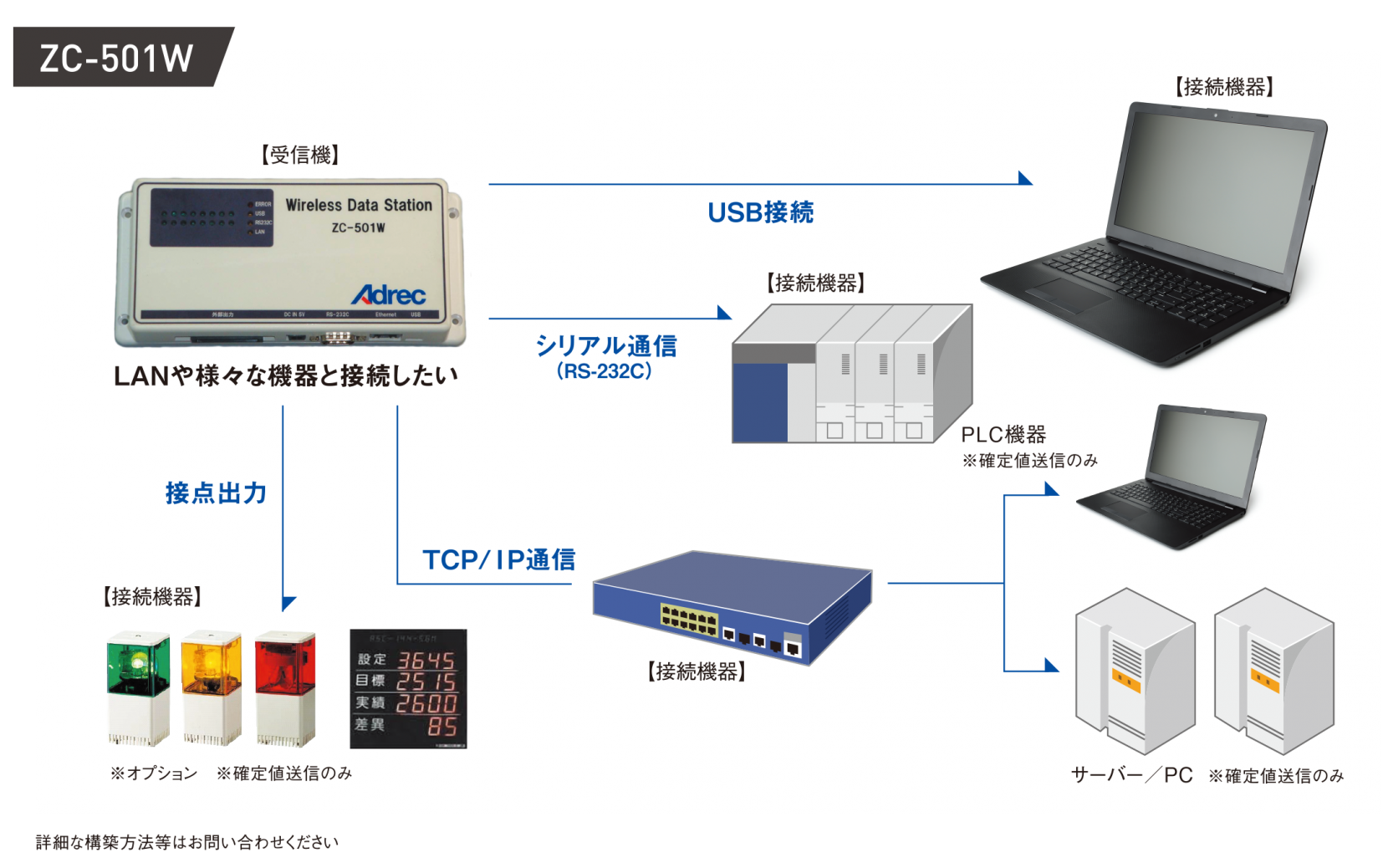
ZigBeeは専用の受信機が必要です。
Bluetooth、無線LANは受信側に内蔵されているタイプであれば、外付けの受信機は必要ありません。
消費電力の少ない方が、1回の充電で長く使うことが可能です。
パソコン等受信側の機器が近くにある場合は「ZigBee」、機器をそばに置けない場合は「無線LAN」がお勧めです。
ただし、「無線LAN」は社内LANに接続すると、環境によっては動きが不安定になる場合があるので注意が必要です。
| 種類 | ZigBee | Bluetooth | 無線LAN | その他2.4GHz小電力データ通信 |
| 周波数 | 2.4GHz | 2.4GHz | 2.4GHz | 2.4GHz |
| 5GHz | ||||
| 到達距離 | 10m~75m程度 | 10m~100m程度 | 100m~300m程度 |
30m程度 |
| 伝送速度 | 250kbps | 1Mbps | 11Mbps | - |
| 54Mbps |
||||
| 消費電力 | 60mW以下 |
120mW以下 | 3W程度 | 10mW以下 |
| 接続数 | 約65,000個 |
最大7個 | 最大32個 | メーカーまちまち |
| 特徴1 | ・伝送スピードは、他と比して250kbpsとあまり高速ではない。 ・消費電力は、一番小さい。 ・接続数は、約65,000個と一番多い。 |
・伝送スピードは、1Mbpsとある程度の速さを有している。 ・消費電力も、120mWとほぼ中間となっている。 ・接続数は、最大7個と少ない。 |
・伝送スピードは、11、54Mbpsと高速である。 ・消費電力は、3Wと一番大きい。 ・接続数は、最大32個と多少少ない。 |
主にトルクアップ信号のみの通信に利用されている |
| 特徴2 | ・自律的にメッシュネットワークの構築が可能で、メッシュリンクとスターリンクを組み合わせたマルチホップネットワークの構築が可能である。 | ・ネットワークへの参加・離脱が容易である。 ・周波数ホッピング3) による無線技術間の干渉を軽減する。 |
・社内ネットワークへの接続が容易 |
参考)https://www.soumu.go.jp/soutsu/hokuriku/img/resarch/children/houkokusho/section2.pdf