




ねじやボルトを締め付けるとき、緩まないように力いっぱい締めていませんか?
力が足りない場合はもちろん緩みやすくなりますが、締め付けすぎても緩みにつながってしまいます。
締め付け過ぎのことを「オーバートルク」と言い、不具合事象につながる危険項目としてあげられています。オーバートルクで締め付けられたねじは、一見しっかり締まっているように見えるため、発見しづらく見落とされがちです。
今回はオーバートルクがねじに及ぼす影響と、なぜ緩むのか、そしてオーバートルクの防止方法を紹介します。
多彩な通知でオーバートルクを防止
オーバートルクを防止するためには、適正トルク値になったときに作業者が締め付けを中止しなければなりません。そのためには、適正トルク値であることを作業者に通知する機能が大切になります。
アナログトルクレンチの場合、カチッという音がし、感触が手に伝わりますが、そのまま締め付けることも可能なため、オーバーしているかどうかが不明です。
弊社のデジタルトルクレンチは音、光、振動の3種類の方法で同時で通知することで、作業者に確実に伝わるように設計されています。また、オーバートルクトルクになったときにはエラーを通知することで、安心して作業ができるようになっています。
ねじの締め付け原理
オーバートルクの説明をする前に、ねじの締め付け原理について紹介します。
ねじは山と山の間の摩擦力によって、動かないようになっています。
摩擦力は面と垂直にかかる力によって強さが変わり、強い力がかかるほど摩擦力は大きくなり、ねじは緩みにくくなります。
そして、その力はばねの原理で生み出されています。
締め付ける力が強くなると、山がたわみます。そのたわみが復元するときの復元力(ばねの原理)によって、強い摩擦力が生み出されています。
ねじが緩む原因は軸力不足
ねじが緩む原因は「軸力」不足にあります。軸力とは、ばねの原理を利用した復元力のことで、軸力がなくなると、山と山の摩擦力がなくなり、ねじが緩み始めます。
- トルクが弱すぎる場合、そもそも軸力が足りないため、ねじは緩みやすくなります。
- トルクが強すぎる場合、ねじが変形し、軸力が失われてしまいます。
オーバートルクがネジに及ぼす影響
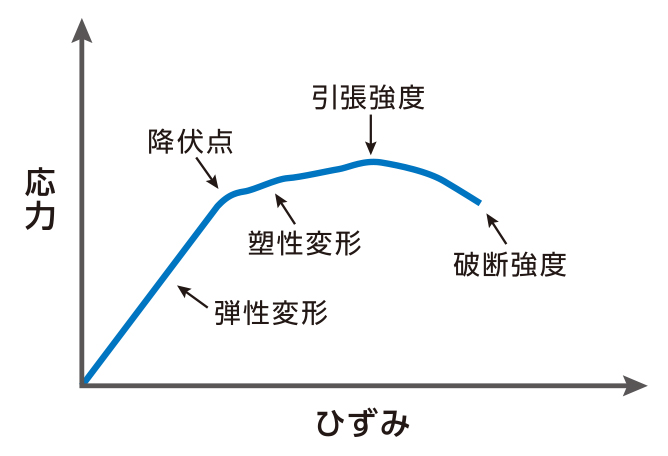
オーバトルク、つまり締めすぎるとねじ山や座面に塑性変形が起こります。
ねじはばねの原理を利用した復元力によって締め付けを維持しているのですが、塑性変形が起こると復元力がなくなります。復元力がなくなるとねじの山と山の摩擦力が小さくなり、緩みにつながってしまいます。
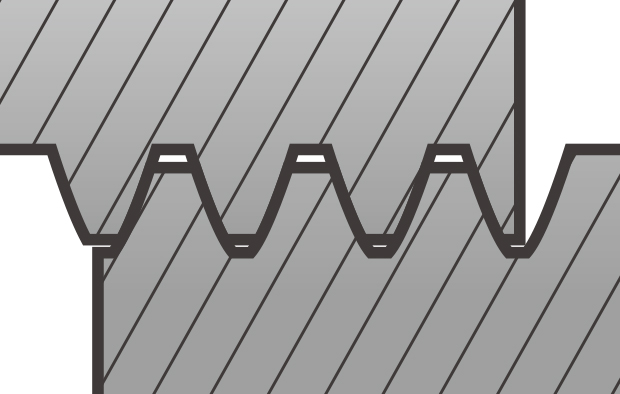
塑性変形によるばね力の損失
ねじの山が塑性変形することで、復元力がなくなります。すると摩擦力も小さくなるため、ねじは緩みやすくなります。
陥没しすぎによるばね力の減少
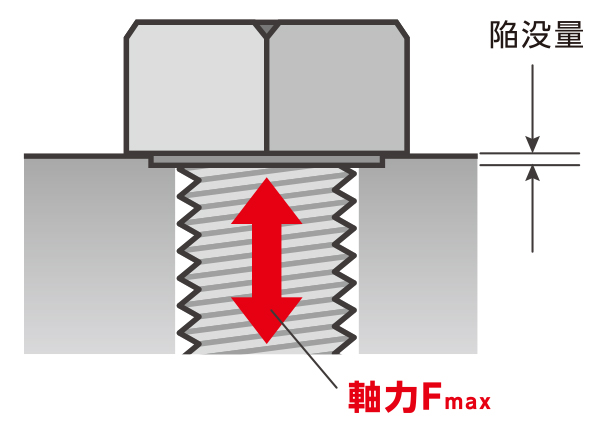
ねじを締めるつけると座面が少し陥没しますが、強く締めすぎると陥没量が多くなります。陥没が塑性変形の領域に入ると、復元力がなくなるため、ねじは緩みやすくなります。
締め付け不足でも、オーバートルクでもねじは緩む
締め付け不足でも、オーバートルクでも、ねじは緩んでしまいます。ねじやボルトの緩みは事故に直結する可能性も高いため、適切なトルクで締め付けを管理することが大切です。
トルクを管理するためには「トルクレンチ」を使う必要があります。トルクレンチはアナログやデジタル、無線付き等様々なものがありますが、作業者が安心して作業できるもの、そして管理者が後からチェックできるようなもので自社の管理体制にマッチするものを選びましょう。
適切なトルクで締め付けるには
適切なトルクで締めるには、トルクレンチを正しく使う必要があります。誤った使い方をすると、適切でないトルクで締め付けることになります。
アナログのトルクレンチを使う場合、必ず「カチッ」と感触が伝わったら、締め付けを止める必要があります。念のため「カチッ」「カチッ」と2回締め付ける方もいますが、2回「カチッ」とした段階で、オーバートルクになります。
デジタルのトルクレンチを使う場合、規定トルクから上限トルクの間で締め付けましょう。
適切なトルクで締めるための便利な機能
アナログのトルクレンチは「カチッ」だけが頼りで、締め付け時のトルク値も分かりません。
初心者の方や、重要な部位のトルク管理には、デジタトルクレンチがお勧めです。
実測値で合否判定し、作業者へ通知する機能や、締付結果を記録したりする機能が備わっています。
適切なトルクになったときに知らせる
仕組み

実測値で締め付け状態や合否判定を、光や音で知らせる機能が備わっています。中には規定値に到達すると、バイブレーションで知らせてくれるものもあります。
トクル値を記録できる
仕組み

トルクレンチ本体に締付結果を保存したり、無線を使ってパソコン等へ締付結果を飛ばすことが出来るものもあります。履歴は管理者の方のチェック用や顧客への提出用にも使えます。
トルクを管理できるアドレックの「プロレンチ」

振動、音、光でトルク状態を通知
①締付開始後、下限トルクの10%から数値が表示されます
②実測値が下限トルクの20%から80%に到達すると、段階的にLEDが白色点灯します。
③実測値が下限トルクに到達すると、LEDが青色点灯に切り替わり、ブザーが鳴り、バイブレーションも動作します。
④実測値が上限トルクに到達すると、LEDが赤色点灯に切り替わり、警告ブザーが鳴り、バイブレーションも動作します。
⑤実測値が上限トルクを10%以上超えた場合、再度LEDが赤色点灯し、警告ブザーが鳴り、バイブレーションも動作します。

無線通信によりトルク値を自動でPCに保存
無線通信でパソコンに締付結果を送信したり、PLCと接続可能な受信機であれば、合否判定をより分かりやすくしたり、オーバートルクの場合、回数カウントをせず、正常トルク値だけをカウントし、生産ラインと連動させることも可能です。
また保存された締付結果は第三者チェックで使用したり、顧客への提出用に利用出来たりもします。

本体メモリーに6,000回分のトルク値を保存可能
屋外での作業の場合、トルクレンチ本体に6,000回分の締付結果を保存することが出来ます。保存したデータは、作業終了後、パソコンにインストールされている標準ソフトで取り出すことが可能です。

トルク管理でお困りでしたら、アドレックにご相談ください
既に多くの企業様に採用されており、そのご利用方法は多岐にわたっております。
まずはご相談いただき、御社にとって最良な提案をさせていただきます。
オンラインでの相談も受け付けております。
